
欢迎来到 济南中创工业测试系统有限公司
更新时间:2021-11-19 浏览次数:
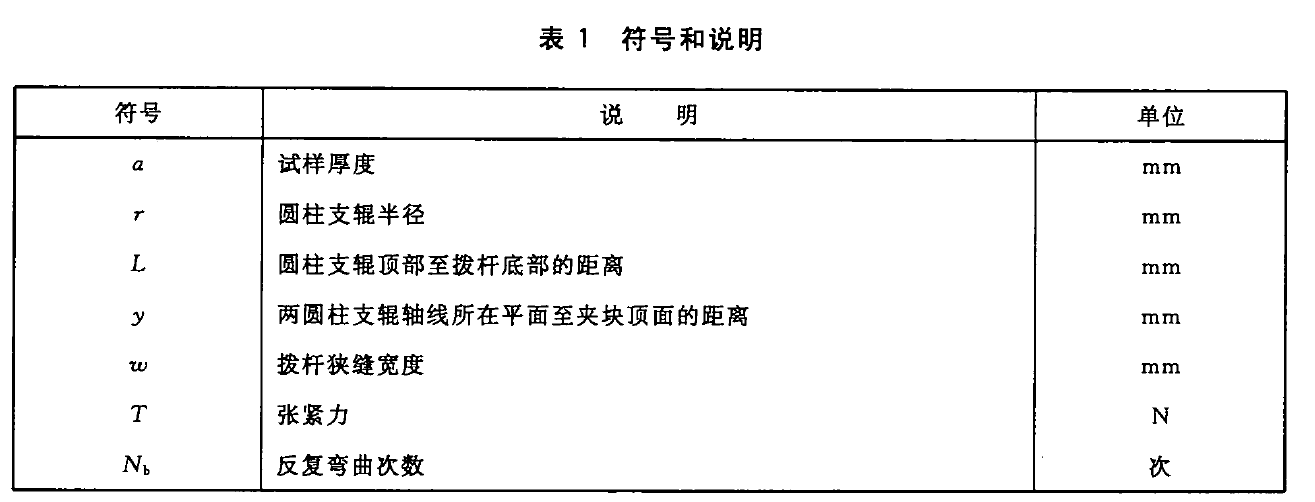
范围
本标准规定了金属薄板和薄带反复弯曲试验方法的原理、符号、试验设备、试样、试验程序和试验报告。
本标准适用于厚度等于或小于3 mm的金属薄板和薄带反复弯曲塑性变形能力的测定。
试验原理:
反复弯曲试验是将矩形横截面试样的一端固定,绕规定半径的圆柱支辊弯曲900,再沿相反方向弯曲的重复弯曲试验。
一般要求
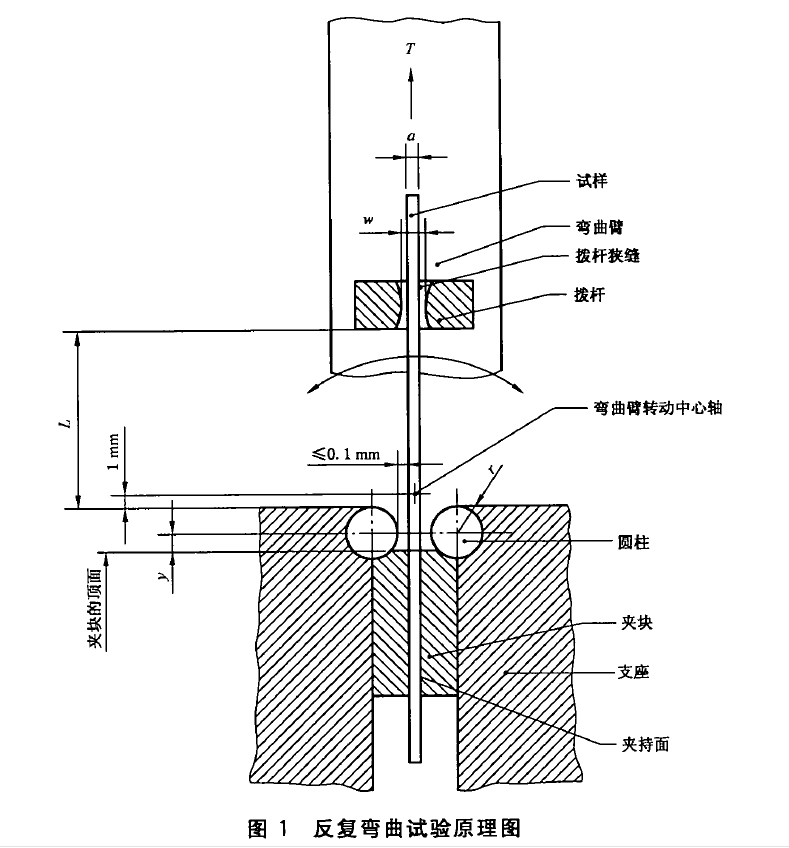
反复弯曲试验使用的试验机应符合图1所示的原理,并能记录弯曲次数。
圆柱支辊和夹块
圆柱支辊和夹块应具有足够的硬度,圆柱支辊应可更换。
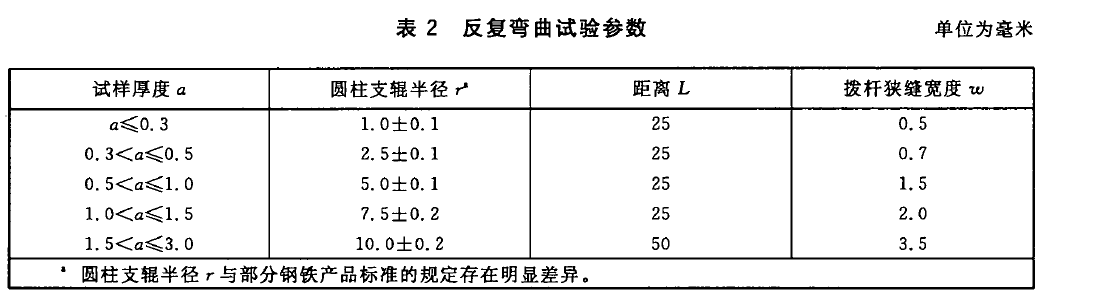
圆柱支辊半径应符合相关产品标准的要求。如未规定具体要求,圆柱支辊半径应符合表2的规定。
3、两个圆柱支辊轴线应相互平行并在同一水平面内,且垂直于弯曲平面,其平行度不超过
0. 1 mm
4、夹块的夹持面应稍微凸出于圆柱支辊,但不超过0. 1 mm,即测量两圆柱支辊的曲率中心连线上试样与圆柱支辊间的间隙不大于0.1 mm
5、夹块的顶面应低于两圆柱支辊曲率中心连线。当圆柱支辊半径不大于2. 5 mm时,y值为1. 5 mm;当圆柱支辊半径大于2. 5 mm时,y值为3. 0 mm(即r镇2.5 mm,y=1.5 mm;r}2.5 mm,y=3 mm)
6、圆柱支辊顶部至拨杆底部的距离L应符合表2的规定。
弯曲臂及拨杆
对于各种尺寸的圆柱支辊,弯曲臂的转动中心轴至圆柱支辊顶部的距离均为1. 0mm
拨杆狭缝的宽度w应符合表2的规定。
如何取样
1、试样厚度应为产品的厚度,并保留两侧原表面。
2、机加工的试样其宽度应为20 mm^-25 mm。对于试样宽度大于25 mm的,经供需双方协商,可采用其他宽度试样;对于宽度小于20 mm的薄带产品,试样宽度应为原产品的全宽度。试样长度约150 mm
3、样坯的切取位置和方向应按照相关产品标准的要求或供需双方协议确定。样坯应保留足够的机加工余量。
4、制备试样时,应使由于发热和加工硬化的影响减至比较小。试样表面应无裂纹和伤痕,棱边应无毛刺。
试验规程
1、试验一般应在10 0C ^-35℃的室温范围内进行,对温度要求严格的试验,试验温度应为23℃士5 0C ,
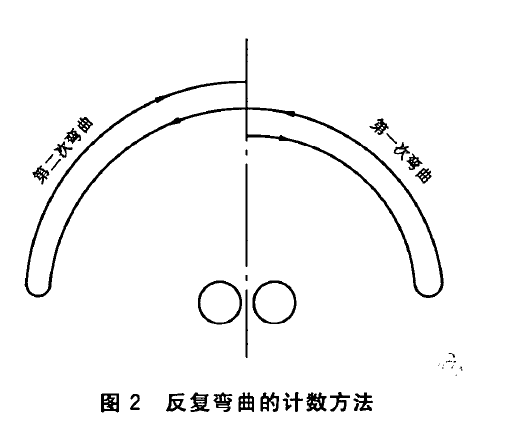
2、弯曲臂处于垂直状态,夹紧试样下端,试样上端穿过拨杆狭缝,如图1所示。将试样从起始位置向右(左)弯曲90°,然后返回至起始位置,作为第1次弯曲。再由起始位置向左(右)弯曲90°,再返回至起始位置,作为第2次弯曲,如图2所示。如此依次连续进行反复弯曲。
3、弯曲试验应以每秒不超过1次的均匀速率连续进行,弯曲时应平稳无冲击。必要时,应降低弯曲速率以确保试样产生的热不至影响试验结果。
4、为了确保试验时试样与圆柱支辊的圆弧面连续接触,可对试样施加一定的张紧力。除非相关产品标准另有规定,施加的张紧力T不得超过试样公称抗拉强度相对力值的2%
当出现争议时,张紧力丁应等于试样公称抗拉强度相对力值的2%
5、连续试验至相关产品标准中规定的弯曲次数,或者连续试验至试样完全断裂为止。
如果某些产品有特殊要求,可以根据规定连续试验至出现肉眼可见的裂纹为止。
如果特别需要,经相关方协商,可采取影像手段记录反复弯曲试验过程,通过影像回溯确定产生裂纹的时刻;或通过其他手段确定产生裂纹的时刻,从而得到准确的反复弯曲次数。
6、试样断裂的比较后一次弯曲不计人弯曲次数Nb

销售总机:0531-85990007 传真:+86-531-85997770
常规设备:18615658728 13031706888
非标定制:18615658711 18615658716
邮箱:jnzcgy@163.com Skype:jnzcgy_zjc@hotmail.com
售后电话:0531-62302272 售后:jnzcgy_service@163.com
地址:山东省济南市槐荫经济开发区西沙路690号
版权所有:济南中创工业测试系统有限公司 | 鲁ICP备10018659-1号
