
欢迎来到 济南中创工业测试系统有限公司
更新时间:2021-11-24 浏览次数:
范围:
本标准规定了金属弯曲力学性能试验方法的原理、术语和定义、符号和说明、试样、试样尺寸测量、试验设备、试验条件、性能测定、试验结果数值的修约和试验报告。
本标准适用于测定脆性断裂和低塑性断裂的金属材料一项或多项弯曲力学性能。
规范性引用文件:
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文
件。凡是不注日期的引用文件,其比较新版本(包括所有的修改单)适用于本文件。
GB/T 2975钢及钢产品力学性能试验取样位置和试样制备
GB/T 8170数值修约规则与极限数值的表示和判定
GB/T 10623金属材料力学性能试验术语
GB/T 1216。单轴试验用引伸计的标定
GB/T 16825. 1静力单轴试验机的检验第1部分拉力和(或)压力试验机测力系统的检验与
校准
常用术语:
跨距-----弯曲试验装置上试样两支承点间的距离.
挠度计标距meter gauge length-----用挠度计测量试样挠度时挠度计两测点之间的距离。
力臂----四点弯曲试验中弯曲力作用平面或作用线与比较近支承点间的距离。
弯曲力bending----垂直于试样两支承点间连线的横向集中力。
比较大弯曲应变----弯曲力在试样弯曲外表面产生的比较大拉应变。
弹性部分直线斜---- 弯曲应力与弯曲应变呈线性比例关系范围内的弯曲应力与弯曲应变之比。
规定塑性弯曲强度----弯曲试验中试样弯曲外表面上的塑性弯曲应变达到规定值时按弹性弯曲应力公式计算的比较大弯曲应力。
注:表示此应力的符号应附以下角标说明,例如RPm,:表示规定塑性弯曲应变达到。.200时的比较大弯曲应力.
规定残余弯曲强度----对试样施加弯曲力和卸除此力后,试样弯曲外表面上的残余弯曲应变达到规定值时,按弹性弯曲应
力公式计算的比较大弯曲应力。
注:表示此应力的符号应附以下角标说明,例如R.bo, z表示规定残余弯曲应变达到0. 2%时的比较大弯曲应力。
抗弯强度bending strength----试样弯曲至断裂,断裂前所达到的比较大弯曲力,按弹性弯曲应力公式计算的比较大弯曲应力.
挠度----试样弯曲时其中性线偏离原始位置的比较大距离。
断裂挠度----试样弯曲断裂时的挠度。
试验原理:
采用三点弯曲或四点弯曲方式对圆形或矩形横截面试样施加弯曲力,一般直至断裂,测定其一项或多项弯曲力学性能。
取样方法
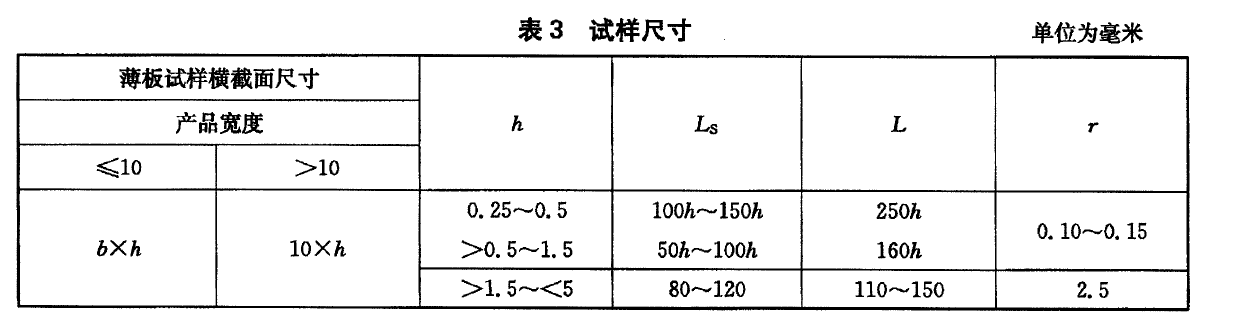
1、金属材料弯曲性能试验采用圆形横截面试样和矩形横截面试样。试样的形状、尺寸、公差及表面要求应符合相关产品标准或协议的规定.除另有规定外,宜根据材料和产品尺寸从表2或表3中选用合适的试样尺寸。
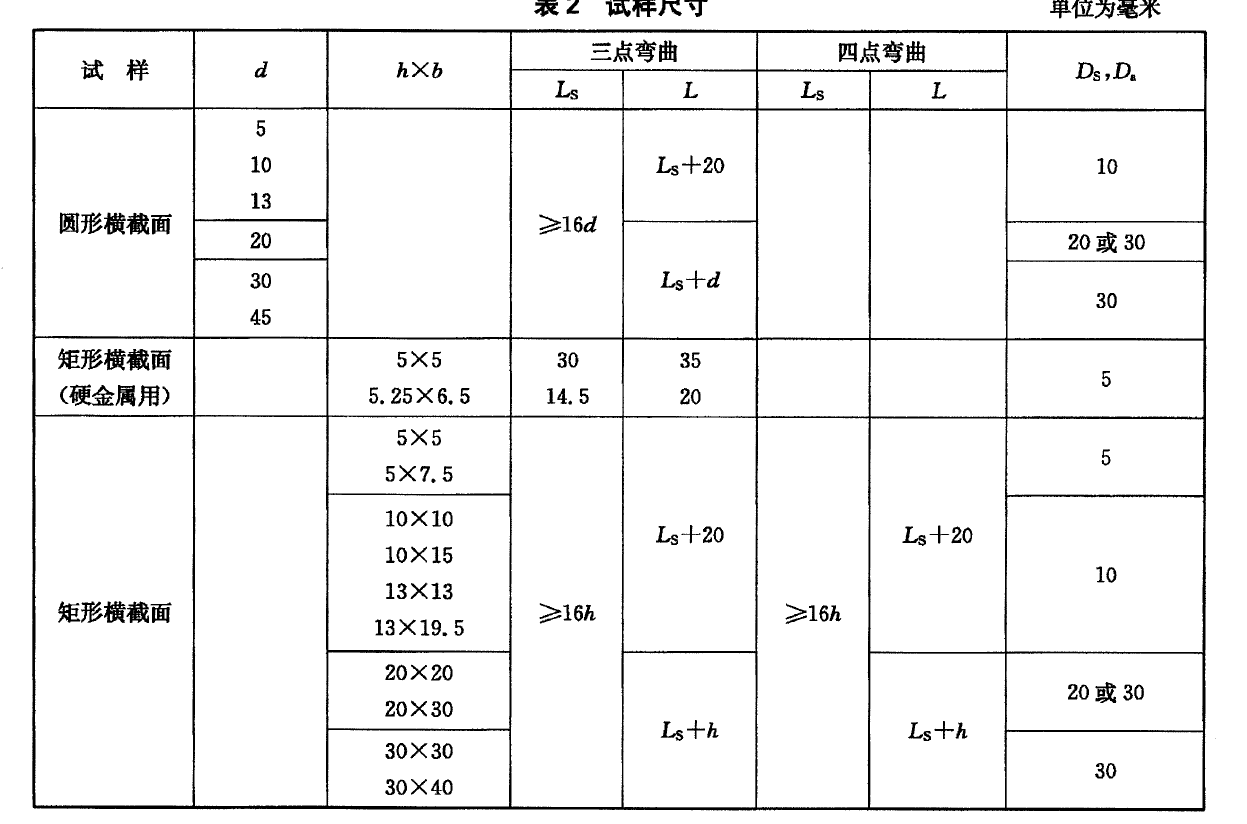
进行对比试验时,试样横截面形状、尺寸和跨距应相同。
2、样坯的切取与试样的制备
A、样坯切取的方向和部位应符合相关产品标准或GBJT 2975的规定。切取样坯和机加工试样的方法不应改变材料的弯曲力学性能。
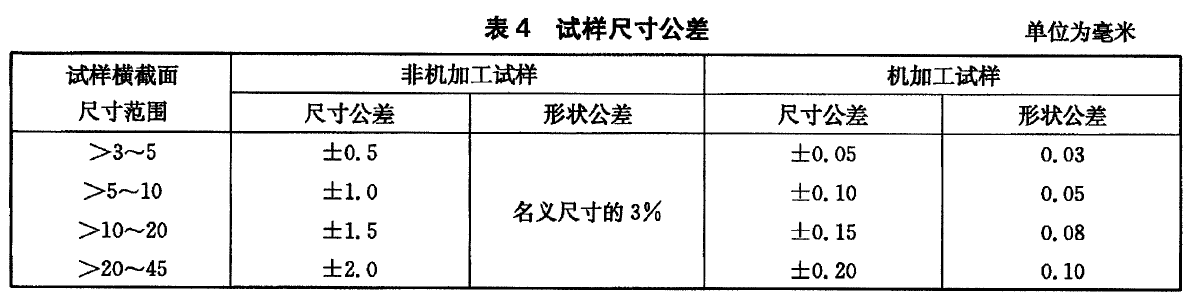
B、若相关产品标准或协议未规定时,机加工试样的尺寸公差和形状公差应符合表4的规定。形状公差为跨距范围内同一横截面尺寸的比较大值与比较小值之差。
C、铸造试样是否需要机加工应由相关产品标准或协议规定。对于机加工的试样,其表面粗糙度参数Ra的比较大值为3. 2um。
D、硬金属试样的四个相邻侧面的表面粗糙度参数Ra值的比较大值为0. 4}.m。四条长棱应进行45°角倒棱,倒棱宽度不应超过0. 5mm。倒棱磨削机加工方向与试样长度方向相同。
E、薄板试样的两个宽面应保留原表面,两窄面的机加工表面粗糙度参数Ra的比较大值一般为3.2um应去除试样棱边的毛刺。
F、除非相关产品标准或协议另作规定,其他类型试样在其长度范围内的机加工表面粗糙度参数Ra值的比较大值为0. 8N.m0
G、试样应平直。从盘卷切取的薄板试样允许稍有弯曲,但曲率半径与厚度之比应大于500。不允许对试样进行矫直或矫平。
3、试样数量
薄板试样:至少试验6个试样,试验时,拱面向上和向下各试验3个试样。
圆形、矩形横截面试样:一般每个试验点需试验3个试样。

销售总机:0531-85990007 传真:+86-531-85997770
常规设备:18615658728 13031706888
非标定制:18615658711 18615658716
邮箱:jnzcgy@163.com Skype:jnzcgy_zjc@hotmail.com
售后电话:0531-62302272 售后:jnzcgy_service@163.com
地址:山东省济南市槐荫经济开发区西沙路690号
版权所有:济南中创工业测试系统有限公司 | 鲁ICP备10018659-1号
